AYAHA CORPORATION
 Hybrid Double Layer Woven Fabrics for Continuous Fiber-Reinforced Composite Materials (Hybrid Double Layer Woven Fabric)
Hybrid Double Layer Woven Fabrics for Continuous Fiber-Reinforced Composite Materials (Hybrid Double Layer Woven Fabric)
- Technical Classification:
- [ Intermediate Products ]
- Products:
- [ Products / Processed Products ]
- Keyword:
- [ aramid ] [ basalt ] [ Carbon ] [ composite materials ] [ continuous fibers ] [ flax ] [ glass ] [ Thermoplastic ] [ woven fabrics ]
Point of the Proposed Technology
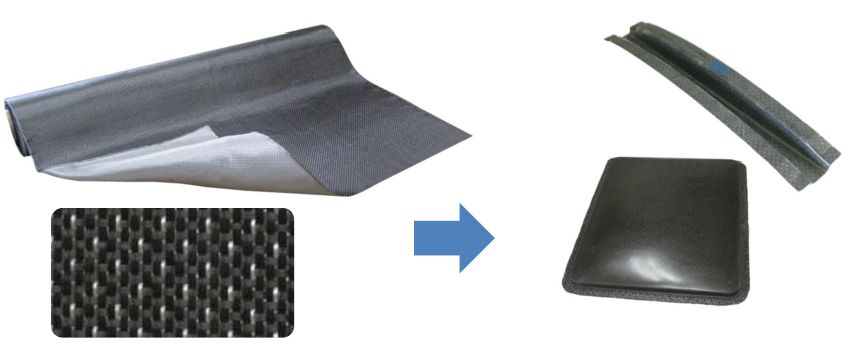
1. Woven fabrics, which reinforced continuous fiber yarns and thermoplastic matrix resin fiber yarns are integrated (hybrid co-woven fabrics).
2. The reinforced fibers are continuous fiber yarns but flexible and suitable for difficult-to-process shapes and deep-drawing forms.
3. They are roll-shaped materials and can be easily cut.
4. Total cost reduction can be expected at the time of mass production.
(Original yarns are woven and processed as they are. In the weaving process, conventional equipment can be used. Forming can be made in one process from dry fabrics.)
2. The reinforced fibers are continuous fiber yarns but flexible and suitable for difficult-to-process shapes and deep-drawing forms.
3. They are roll-shaped materials and can be easily cut.
4. Total cost reduction can be expected at the time of mass production.
(Original yarns are woven and processed as they are. In the weaving process, conventional equipment can be used. Forming can be made in one process from dry fabrics.)
Effect(s)
1. Various reinforced continuous fibers can be used (carbon, glass, aramid, basalt, and flax etc.).
2. Various matrices can be used (PEEK, PEI, PPS, PA12, PA6, PA9T, PC, PP, PE, PLA, Thermoplastic Epoxy, etc.).
3. Easy to make the Vf design (low to high).
4. Storage for a long time at normal temperature is possible.
5. Recycling is possible.
2. Various matrices can be used (PEEK, PEI, PPS, PA12, PA6, PA9T, PC, PP, PE, PLA, Thermoplastic Epoxy, etc.).
3. Easy to make the Vf design (low to high).
4. Storage for a long time at normal temperature is possible.
5. Recycling is possible.
Conventional Technology
As the methods of resin impregnation in woven fabrics for FRTP application, conventionally known are a resin melting method, a solvent method, a comingled yarn method, a film resin impregnation method, and a powder method.
New Technology
1. Matrix resin is evenly dispersed by weaving reinforcement yarn and matrix resin yarn integratedly. In addition low viscosity grade of resin is commonly used for filament yarn of matrix, and it can be easily impregnated in the reinforcement yarns.
2. Strength of woven fabric is kept by designing woven structure with crimps of reinforcement yarn as possibly low level. And woven texture of reinforcement yarn, like carbon fiber, can clearly remain after molding.
3. When matrix resin is melt, one sheet of ”hybrid double layer woven fabric” becomes one ply of prepreg, and therefore thickness design can be controlled easily. Also Vf can be easily controlled by designing yarns and fabric structure.
4. This ”hybrid double layer woven fabric” is suitable for the process; heat&cool compression and autoclave.
2. Strength of woven fabric is kept by designing woven structure with crimps of reinforcement yarn as possibly low level. And woven texture of reinforcement yarn, like carbon fiber, can clearly remain after molding.
3. When matrix resin is melt, one sheet of ”hybrid double layer woven fabric” becomes one ply of prepreg, and therefore thickness design can be controlled easily. Also Vf can be easily controlled by designing yarns and fabric structure.
4. This ”hybrid double layer woven fabric” is suitable for the process; heat&cool compression and autoclave.
Video of the Proposed Technology
Technology Deployment and Cooperation
- Development Stage
-
Commercialization Completed (already delivered: yes)
- Intellectual Property Right
- Yes
- Joint Researchers (their role)
- Textile design/weaving - by our company
Materials (yarns and binders) - many chemical and synthetic fiber manufacturers
- Example of Application
- Motorcycles, automobiles, aircraft parts, and sports goods
Laminated pre-preg manufacturing
- Technical Problems
- In case of carbon fiber, only 3K is available. (Hybrid fabric of 12K, 24K is under development.)
- Collaborator needed to Improve
- Final users and forming manufacturers who would be interested in the possibilities of hybrid woven fabrics.
- Technical WEB page
- https://industry.ayaha.co.jp/english/frtp.php
Inquiries
- Personnel / Department
- R&D Department / T. Tomiyori
- Address
- 612 Suiginya-cho, Karasuma-dori, Shijyo-sagaru, Shimogyo-ku, Kyoto, 600-8411, JAPAN
- Contact
-
TEL:+81-75-221-5082
FAX:+81-75-221-5100
Inquiry Form
Outline of Company and Organization
- Location
- 612 Suiginya-cho, Karasuma-dori, Shijyo-sagaru, Shimogyo-ku, Kyoto, 600-8411, JAPAN
- Contact
-
TEL:+81-75-221-5082
FAX:+81-75-221-5100
- Capital / No. of Employees
- 1,000,000,000 yen / approx. 2,200 employees
- Product Line
- The textile industry and related business
- Major Customers
- ITOCHU Corporation, Unitika Ltd., Asahi Kasei Corp.
- Overseas Base(s)
- Certification
- ISO9001: 2015, ISO14001: 2015 (AYAHA CORPORATION)
- Company/Organization WEB page
- https://ayaha.co.jp/group/
Update date: 2023/8/25